
duobla eĝa linio altrapida supervitra finaĵo T-transiga tablo
FH4225 SM2242GT + ZT4225 + SM2225GTS

Kontrola komputilo

Preciza servo-mezura sistemo

larĝa alĝustiga sistemo

Altkvalitaj elektronikaj partoj

Pneŭmatika polura sistemo

Arris-motoro

Alta efikeca transiga tablo

Alta efikeca transiga tablo
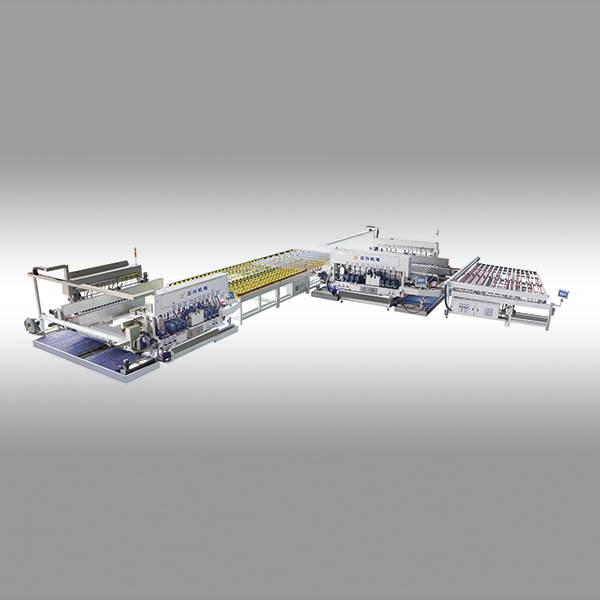
Maŝina Enkonduko
Vitra mezurotablo
Stirada sistemo
La ekipaĵo estas uzata por translokigi kaj poziciigi la prilaborindan vitron, fari precizan mezuron de longo, larĝo kaj dikeco de la vitro, kaj transdoni la datumojn al randa muelilo kaj aliaj prilaboraj ekipaĵoj por plua vitra prilaborado.
La konstruado de vitra mezurotablo inkluzivas 4 partojn kiel sube:
1. Pozicia tabelo
La transdono de vitro moviĝanta antaŭ aŭ flanken estas pelata de frekvenca konvertilo kaj varia frekvenca motoro. La transdona rapido povas esti ĝustigita. Preciza poziciigado de altkvalitaj sensiloj. Longo, larĝo kaj dikeco de la vitro povus esti mezuritaj post taŭga pozicio.
2. Mezurilo
La dimensio de vitro-longo kaj larĝo estas mezurita per tre preciza ilara transmisio-sensilo funkciigita de servomotoro. La dimensio de vitra dikeco estas mezurita per cilindra movita nilona bloko premanta sur la vitra surfaco kaj kodigilo pelata de ilaro. La cilindra premo estas ĝustigita aparte.
3. Elektra rega sistemo
ECS konsistas el programebla regilo (PLC), tuŝekrano (HMI), servo-pelilo, servo-motoro, frekvenca konvertilo, frekvenca konverta motoro, sensilo, ktp. PLC regas la maŝinon por funkcii aŭtomate laŭ la prilabora teknologio. HMI plenumas la taskon hom-komputila interago.
4. Programara sistemo
La softvara sistemo komparas la datumojn de vitra mezurotablo kun la mendaj datumoj, kaj aŭtomate kongruas kun la plej proksimaj vitraj datumoj. Dume, la vitraj datumoj estas transdonitaj al la duobla randa muelilo kaj alia pretiga ekipaĵo por reĝimo aŭ batproduktado.
Funkcia principo:
Mane aŭ aŭtomate metu ununuran vitrotukon sur vitran mezurotablon. Vitra mezurotablo transdonas, poziciigas kaj precize mezuras dimensiojn de la vitra longo, larĝo kaj dikeco. Mezuritaj vitraj datumoj estas transdonitaj al la administra sistemo por komparo por kongrui kun la mendaj datumoj kaj transdonitaj al la duobla randa muelilo kaj alia pretiga ekipaĵo por plua vitra prilaborado. Venonta ununura vitrotabulo estas metita sur vitran mezurotablon kaj komencos sekvan operacian ciklon.
2. Vitra rekta duobla randa polurmaŝino.
Modela n-ro: SM2242GT SM2225GTS
Ĉi tiu maŝino estas desegnita por poluri du kontraŭajn randojn de vitro samtempe.
a) Kontrolo
Ĉi tiu maŝino adoptas japanan Mitsubishi-PLC-kontrolon kaj 10 "operacian interfacon. La Ekrano montras ĉiujn detalajn parametrojn de vitro. Ĉiu maŝino povas esti regata per sia propra komputilo aŭ kontrolita per ĉefa komputilo.
La rajto de la uzanto povas esti kvalifikita kiel operatoro / riparo / administranto, malebligante eraron, protektas maŝinon kontraŭ misfunkciado.
b) Alta precizeca transdono.
La du transportaj kurtenaj zonoj estas pelataj de du servomotoroj, kun karakterizaĵo de alta precizeco, alta rapido, alta sinkronigado.
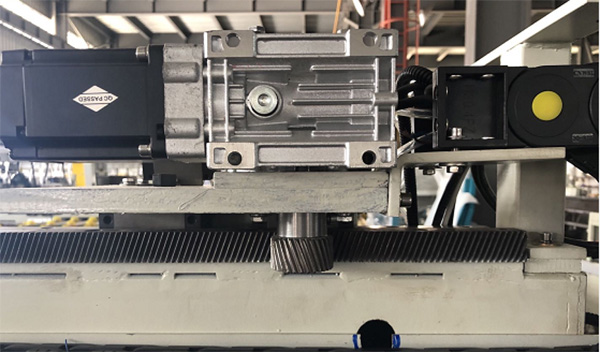
c) Movado de poŝtelefona sekcio.
La movebla muelanta sekcio moviĝas laŭ lineara ĝemela globlagra gvidilo. La transdono estas efektivigita per globaj ŝraŭboj, kiu estas funkciigita de servo-motoro, la Maksimuma moviĝa rapido de muelanta sekcio povas atingi 15 metrojn por minuto. Ĉi tiu sistemo ankaŭ inkluzivas bremsan kaj kaptan sistemon, kiu povas garantii stabilan movadon de la muelanta sekcio, kun malmulta trafa forto. Ĉi tiu strukturo povas garantii la stabilecon de kapta forto por grandmezuraj vitroj, eĉ post maŝino kuranta longan periodon.
d) Ĉiu duobla rando havas unu aŭtomatan mezan subtenan relon, kiu moviĝas kune kun la moviĝanta grinidng-sekcio, kiu subtenas vitron de meza pozicio por malebligi ke vitro fleksiĝu. Por tre grandgranda duobla angulo, ni ankaŭ provizas ankoraŭ unu porteblan subtenan relon, kiu povas esti metita permane en bezono.
e) Supra trako supren kaj malsupren sistemo uzas glitigan platan strukturon sen blokita problemo, ke la tradicia glita manika sistemo
f) Pozicia sistemo.
Vitra ŝarĝa pozicia sistemo inkluzivas kvar partojn: fiksaj ruliloj, moviĝanta aera sistemo, vicigantaj blokojn (unu maldekstre kaj unu dekstre), supraj aerpremaj ruliloj (unu maldekstre kaj unu dekstre). Vitro estas precize vicigita kaj premita firme per la pozicia sistemo. Ĉi tiu sistemo garantias la muelan precizecon kaj poluran efikon.
g) Facila alĝustigo
La leviĝo / falo de supra spura sistemo kaj supraj arris-motoroj estas pelataj de motoroj. Ĝi povas esti agordita aŭtomate laŭ malsama vitra dikeco.
h) Aera Polura sistemo.
La polura rado funkcias per aero, kiun regas PLC kaj elektromagneta valvo, kiuj povas moviĝi antaŭen / malantaŭen laŭ vitra pozicio. Ĉi tiu sistemo povas aŭtomate kompensi la eluziĝon de radoj, donante konsekvencan premon al vitro kaj ricevante saman poluran rezulton.
La poluranta motora movanta sistemo uzas Altan precizecan duran linian glitadan fervojan sistemon.
i) Kelo kaj kadro:
Estas faritaj el dika fabrikita ŝtalo, kiu estas traktata per kalcinanta forno en nia fabriko. Kun bona stabileco kaj kontraŭ-torda forto, kontraŭ-fleksa forto.
j) Motoro
Uzu altan precizecon, malaltan vibradon ABB-varia frekvenca motoro. La rapidoj de la motoroj povas esti pliigitaj ĝis 4300RPM per frekvenca invetilo, la maŝina laborrapideco povas esti pliigita ĝis 20 metroj / minuto.
La motora kontrolsistemo havas protektan funkcion de superŝarĝo / manko de fazo / kurta cirkvito, elektronikaj partoj uzas internacian markon, normajn specojn, troveblas facile en la merkato, kiuj reduktas la prizorgadon de kliento, pliigas produktadan efikecon.
k) Supra / Malsupra Transdona transportilo adopti kurbajn zonojn.
l) Lubrikado:
La ĝemelglobaj portantaj liniaj ŝraŭboj kaj gvidaj reloj estas lubrikitaj per aŭtomata olepumpilo.
La maŝino ankaŭ ekipis manan lubrikan pumpilon, kiu lubrikas la glitan surfacon.
m) Labor-rapideca ĝustigo: Tra frekvenca invetilo.
n) Akvocisterno, akvopleto, supra / malsupera kurda zono-kovrilo, lineara gvidilo / pilkaj ŝraŭbkovriloj estas faritaj el neoksidebla ŝtalo.
o) Amperometra mezurilo:
kontrolu la radan aserton.
Pliaj detaloj fotoj.
Angula tranĉa muelila motoro
Anstataŭiga-fleksebla akvorezista liga modula projektado komprenebla indikilo por supera kaj malsupra arris-motora ampermetro.
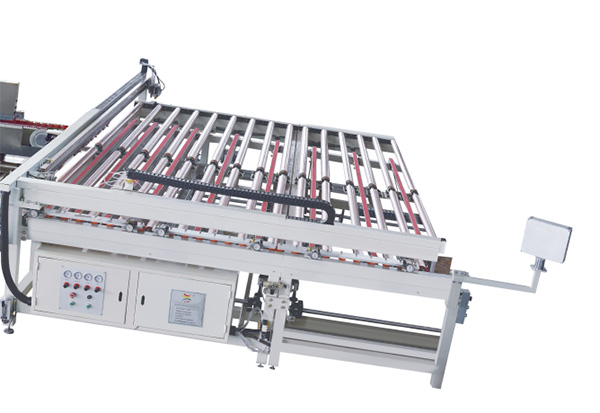
3. L-forma Transiga tablo. Ruleta tablo kaj kalendara zono.
Ĉi tiu maŝino kunmetita de rulila transdona sistemo kaj kurda zona transdona sistemo. La rula elsenda sistemo estas funkciigita per ĉeno, rapideco estas kontrolita per invetilo laŭ la agorda rapideco.
Kremsona zono elsendanta sistemon povas esti levita supren kaj malsupren. Kiam vitro eliros de la unua duobla tranĉrando, la distribua zona sistemo leviĝos. Vitro estos movita al dekstra pozitono kaj poste mallevita sur rulpremila sistemo.
Kronometro-transportilo uzas aluminian profilan korpon.
Teknikaj parametroj
Rapideco de produktado
| Ero | Vitra dikeco | Maks. labora rapido | Vitra Finpoluro |
|
1 |
4 - 6 mm | 22 m / min | Malglata muelado |
|
2 |
8 -10 mm | 18 m / min | Malglata muelado |
|
3 |
12 - 15 mm | 15 m / min | Malglata muelado |
|
4 |
4 - 6 mm | 16 m / min | Bona polurado |
|
5 |
8 -10 mm | 14 m / min | Bona polurado |
|
6 |
12 - 15 mm | 12 m / min | Bona polurado |
Laboranta precizeco:
| Ero | Priskribo | Precizeco Gamo |
|
1 |
Diagonala precizeco | ≤0.5mm / m |
|
2 |
Paralela precizeco | ≤0.2mm / m |
|
3 |
Arris-grandeca precizeco | ≤0.2mm / m |
|
Ero |
Parametro | Gamo |
|
1 |
Maks. vitro grandeco | 4200x2500 mm |
|
2 |
Min. vitro grandeco | 350 x 350 mm (unuopa duobla rando sen meza krampo)400 x 400 mm (la tuta linio) |
|
3 |
Vitra dikeco | 3 - 28 mm |
|
4 |
Larĝo de Arris: | 1 - 3 mm |
|
5 |
Muelanta profundo | 3 mm (ununura flanko) |
|
7 |
Larĝa alĝustiga rapido | 1 - 15 m / min |
|
8 |
Laboranta aerpremo | 0,7 MPa |
| Laboranta alteco: | 920 - 960 mm | |
|
9 |
Kompleta potenco | Ĉirkaŭ 135 KW / 380V 50Hz 3P |